
Neste artigo, exploraremos os principais problemas na injeção de plástico em detalhes, fornecendo insights sobre suas causas comuns e, mais importante, estratégias práticas para resolvê-los.
Se você está buscando melhorar a qualidade de seus produtos moldados por injeção de plástico ou enfrenta desafios recorrentes no processo, este guia servirá como um recurso valioso para otimizar sua produção.
Vamos mergulhar nos principais problemas na injeção de plástico e descobrir como implementar soluções eficazes para alcançar resultados superiores.
Flash
Os principais problemas na injeção de plástico
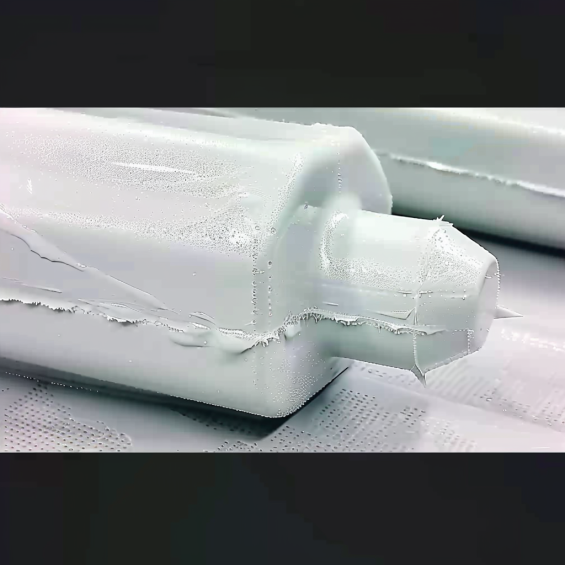
O Flash refere-se ao excesso de material plástico que se projeta além dos limites da peça moldada durante o processo de injeção, geralmente ocorrendo na linha de junção do molde.
Isso pode ocorrer devido a pressões excessivas ou ajustes inadequados no processo de injeção.
Examine o molde em busca de danos na linha de separação:
Verifique se há danos na linha onde as partes do molde se encontram. Danos aqui podem causar vazamentos de plástico.
Limpe o molde e os canais de ventilação:
Certifique-se de que o molde e os canais de ventilação estejam livres de obstruções que possam afetar o fluxo do plástico.
Verifique se o processo foi desacoplado:
Confirme se os parâmetros do processo foram ajustados separadamente para controlar melhor a injeção.
Reduza a pressão de retenção:
Diminua a pressão aplicada durante a fase de retenção para evitar o excesso de material plástico.
Ajuste o ponto de corte:
Eleve o ponto de corte para evitar o excesso de material plástico na peça final.
Diminua a velocidade de injeção na área de preenchimento:
Reduza a velocidade de injeção na área onde o material plástico está sendo preenchido para evitar o flash.
Reduza a temperatura de fusão (Consulte a Ficha de Dados de Segurança para faixa de fusão antes da mudança):
Baixe a temperatura de fusão conforme indicado na Ficha de Dados de Segurança do material para evitar problemas de flash.
Aumente a pressão:
Aumente a força de fechamento da máquina para garantir uma melhor compactação do molde e reduzir o flash.
Reduza a temperatura do molde:
Diminua a temperatura do molde para controlar o flash durante a injeção.
SPLAY
Os principais problemas na injeção de plástico

Verifique o teor de umidade do material:
Avalie o nível de umidade do material para evitar problemas de splay.
Confira se a temperatura de fusão está dentro da faixa recomendada pelo fabricante (consulte a Ficha de Dados de Segurança do material):
Verifique se a temperatura de fusão está correta de acordo com as recomendações do fabricante para evitar problemas de splay.
Verifique o molde quanto a vazamentos de água ou óleo:
Inspecione o molde para detectar vazamentos que possam afetar a qualidade da injeção.
Reduza a velocidade de injeção globalmente ou na área de preenchimento:
Diminua a velocidade de injeção de forma geral ou na área onde o material está sendo preenchido para evitar splay.
Inspeccione a ponta do bico em busca de danos:
Verifique se a ponta do bico não está danificada, o que pode contribuir para problemas de splay.
Reduza o perfil de aquecimento:
Diminua a temperatura ou o perfil de aquecimento para controlar melhor o processo de injeção.
Reduza a pressão de retrocesso:
Diminua a pressão de retrocesso para evitar problemas de splay durante a injeção.
Verifique se o material não está excessivamente seco:
Avalie se o material não está seco demais, o que pode levar ao splay.
Verfique se a ponta do bico possui o tamanho adequado:
Confira se a ponta do bico está do tamanho correto para evitar problemas de splay.
Deformação (Warp):
Os principais problemas na injeção de plástico
Deformação (Warp): Refere-se à distorção ou deformação não intencional da forma da peça plástica após a remoção do molde, geralmente é causada por variações de temperatura no processo de resfriamento ou tensões internas no material plástico durante o processo de moldagem por injeção.

Aplique uma temperatura mais baixa no molde para a face que está deformando:
Utilize uma temperatura mais baixa no molde para a face que está apresentando deformação, permitindo que as moléculas se movam de forma controlada.
Aumente o tempo de resfriamento para permitir que a peça fixe melhor no molde:
Estenda o tempo de resfriamento para que a peça se fixe completamente no molde e minimize a deformação.
Revise o sistema de circuito de água e a temperatura do molde para evitar variações excessivas:
Verifique o sistema de circulação de água no molde e monitore as temperaturas para evitar variações que possam causar deformações.
Revise o processo de abertura do molde e a ejeção para evitar aderência da peça:
Verifique o processo de abertura do molde e a ejeção para evitar que a peça fique presa e contribua para a deformação.
Peças presas
Os principais problemas na injeção de plástico
Durante o processo de injeção de plástico, é comum que peças fiquem presas no molde, impactando a eficiência e a qualidade da produção.
Identificar e resolver este problema é crucial para garantir um fluxo contínuo e sem interrupções na linha de produção.
Reduzir Pressão de Compactação/ Retenção
Reduzir a pressão aplicada durante a fase de compactação ou retenção pode minimizar o risco de aderência das peças ao molde. Isso também contribui para uma melhor liberação das peças após o processo de moldagem por injeção.
Verifique se o material não está excessivamente seco:
Avalie se o material não está seco demais, o que pode levar ao splay.
Verificar Limpeza do Molde e Ausência de Acúmulo de Gás
Manter o molde limpo e livre de acúmulo de gás é essencial para evitar problemas de aderência das peças. A presença de sujeira ou gás pode comprometer a qualidade das peças moldadas e causar falhas no processo.
Velocidade de ejeção lenta, aumento da pressão de ejeção
Ajustar a velocidade de ejeção para um ritmo mais lento e aumentar a pressão pode facilitar a remoção das peças do molde sem danificar sua integridade. Isso é especialmente importante para peças delicadas ou complexas.
Inspecionar o molde por danos nas ferramentas
Realizar inspeções regulares no molde para verificar danos nas ferramentas é fundamental para evitar que peças fiquem presas ou apresentem defeitos. Danos podem comprometer a precisão do molde e a qualidade das peças produzidas.
Cor muito clara ou escura

Verificar proporção do corante/pigmento
Verificar a proporção correta do corante no material plástico é essencial para garantir a consistência na cor das peças moldadas. Um desequilíbrio na proporção pode resultar em variações indesejadas na cor final do produto.
Muito Escuro, Diminuir Temperatura do Molde. Muito Claro, Aumentar Temperatura do Molde
Ajustar a temperatura do molde de acordo com a tonalidade desejada das peças é crucial para garantir uma coloração uniforme. Essa medida ajuda a evitar problemas de cor excessivamente escura ou clara nas peças moldadas.
Muito Escuro, Reduzir Temperatura do Cilindro. Muito Claro, Aumentar Temperatura do Cilindro.
Ajustar a temperatura do cilindro da máquina de injeção de plástico de acordo com a tonalidade desejada das peças pode ajudar a corrigir variações na cor. Isso é crucial para garantir a precisão na coloração das peças finais.
Muito Claro, Aumentar Pressão de Compactação/ Retenção. Muito Escuro, Diminuir Pressão de Compactação/ Retenção.
Ajustar a pressão de compactação ou retenção do material plástico no molde pode ajudar a corrigir problemas de cor excessivamente clara ou escura nas peças moldadas. Essa medida é fundamental para garantir a qualidade visual do produto final.
Verificar se o material não foi secado em excesso
Garantir que o material plástico não tenha sido supersecado é crucial para manter suas propriedades ideais de moldagem. O excesso de secagem pode comprometer a qualidade das peças e dificultar o processo de injeção.
Verificar se o percentual de material reciclado não está muito alto
Controlar o percentual de material reciclado no processo de injeção de plástico é importante para garantir a qualidade das peças finais. Um percentual muito alto de reciclagem pode afetar negativamente as propriedades do material e a integridade das peças.
Dimensional / tamanho
Problemas com o comprimento ou as dimensões das peças moldadas podem indicar ajustes necessários no processo de injeção de plástico.
Garantir a precisão dimensional é essencial para atender às especificações do produto final e às expectativas dos clientes.
Muito Pequeno ou curto é sinal de retração excessiva
Problemas de tamanho ou comprimento das peças moldadas podem indicar uma taxa de retração excessiva do material plástico. Ajustar o tempo de resfriamento ou as temperaturas do molde e do cilindro pode ajudar a corrigir essa condição e garantir a precisão dimensional das peças.
Muito grande ou longo pode ser sinal de baixa taxa de retração
Problemas de tamanho ou comprimento das peças moldadas podem indicar uma taxa de retração insuficiente do material plástico. Aumentar a velocidade do ciclo ou as temperaturas do molde e do cilindro pode ajudar a corrigir essa condição e garantir a precisão dimensional das peças.
Aumentar pressões de compactação/ retenção pode reduzir a retração da peça. diminuir a pressão de compactação/ retenção pode aumentar a retração da peça.
Ajustar as pressões de compactação ou retenção do material plástico no molde pode influenciar a taxa de retração das peças moldadas. Essa medida é importante para controlar a precisão dimensional e a qualidade das peças finais.